Brusivo a leštiace náradie
Brúsenie a leštenie je namáhavá činnosť. Obrúsiť dvere alebo naleštiť auto zaberie nejednu hodinu práce. Výberom správneho brusiva si ju však môžeme výrazne uľahčiť.
Galéria






Pred kúpou kotúča na špecifickú činnosť (brúsenie nábytku, zábradlia, parkiet a pod.) je potrebné požiadať predajcu o odborné poradenstvo. Pod brusivom sa rozumie jednak brúsny nástroj, tovar, ktorý sa predáva na brúsenie, napríklad brúsny papier, ale z technického hľadiska je brusivom tá zložka brúsneho nástroja, ktorá obrusuje povrch, teda ostré zrná z prírodných alebo umelých minerálov. Z hľadiska využitia sa brusivo rozdeľuje na konvenčné a nekonvenčné. K nekonvenčným brusivám patria prírodné a priemyselné diamanty a kubický nitrid bóru (c-BN). Pri bežných prácach v strojárstve a ani v stavebníctve sa nepoužívajú, lebo sú veľmi drahé.
 Bežne využívané brusivo
Bežne využívané brusivo
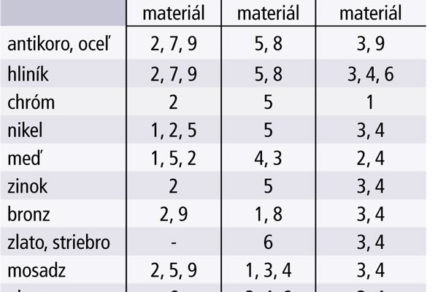
Ku konvenčným brusivám patrí korund (Al2O3) a karbid kremíka (SiC). Korund sa používa najmä na brúsenie ocele, dreva alebo farebných kovov. Na kameň a liatinu je najvhodnejší karbid kremíka. Karbid s prímesou zirkónu (ZrSiO4) sa používa na brúsenie ušľachtilých antikorových ocelí. Korund na ich brúsenie nie je vhodný, pretože obsahuje malé množstvo železa, ktoré sa zachytí na povrchu a po čase koroduje. Znehodnotí sa tým estetické pôsobenie antikorovej ocele. Povrch by bolo treba znova obrúsiť.
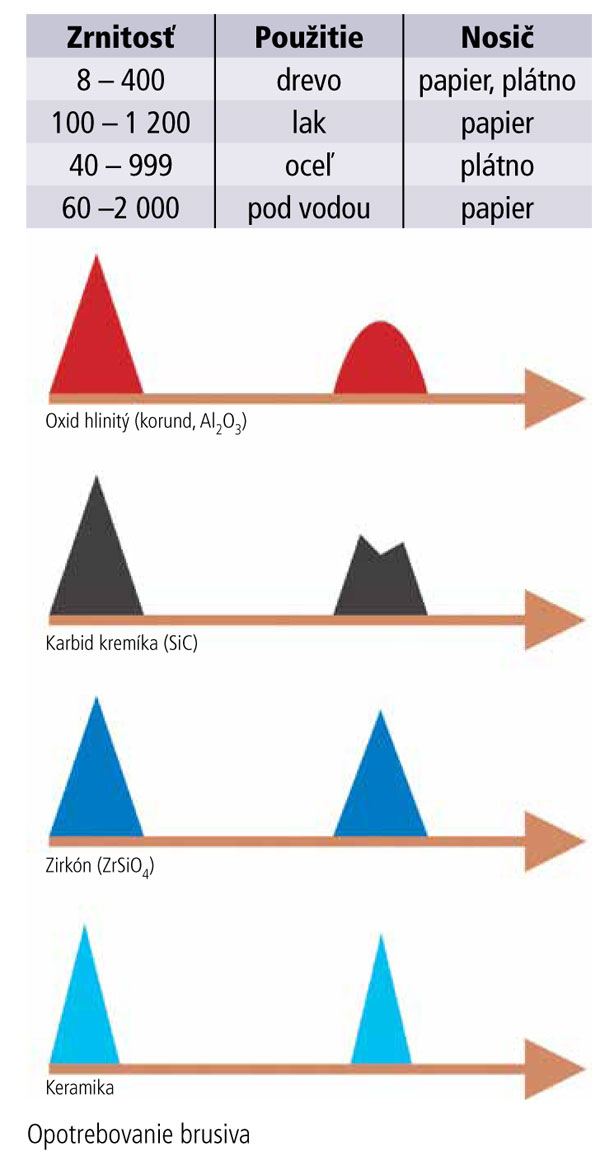
Špeciálne na parkety
Pri brúsení veľkých drevených povrchov, ako sú drevené podlahy, sa používajú modifikované druhy uvedeného brusiva s prihliadnutím na to, že drevo je mäkší materiál ako kov. Korund sa pri brúsení dreva pravidelne odiera, zrno sa tupí, takže brúsny nástroj sa opotrebúva rovnomerne. Karbid kremíka je ostrejší, zrno lepšie brúsi a svoj účinok si zachová, kým si nezlomí hrot. Jeho zrno sa láme. Zirkón, ktorý sa začal používať pôvodne na brúsenie ocele, sa využíva aj v podlahárstve. Jeho zrno je drahšie, ale je veľmi tvrdé a ostré. Má až 5-krát dlhšiu životnosť v porovnaní s korundovým. Ale brusivo zložené zo 100 % zirkónu nie je vhodné na parkety, pre svoju ostrosť spôsobuje veľké vrypy. Preto sa k nemu pridáva korund a prímesi, ktoré zlepšujú vlastnosti brúsneho nástroja. Na veľmi hrubé brúsenie parkiet je vhodné keramické brusivo používané v pásových brúskach. Je veľmi ostré, ľahko z parkiet obrúsi aj tvrdé epoxidové laky. Vďaka ostrosti sa nezahrieva a na brúsny nástroj sa nepriliepajú zvyšky laku a piliny.
Spojivo
S výnimkou brúsneho prachu každé brusivo obsahuje spojivo, ktorým je zvyčajne keramika, živica, bakelit, oceľ (pri diamantových kotúčoch) alebo iné materiály. Použitie spojiva úzko súvisí s tvarom brúsneho nástroja a s účelom jeho použitia.

Brúsne nástroje
 Tvrdé brúsne kotúče
Tvrdé brúsne kotúče
Pri keramických kotúčoch je spojivom keramický materiál s prímesou piesku. Spojivo sa zmieša s brusivom (korund, prípadne karbid kremíka), zo zmesi sa vylisuje požadovaný tvar a pri teplote okolo 1 200 °C sa „upečie“. Výsledkom je tvrdý brúsny kotúč, aký máme napríklad v domácej dielni na stacionárnej brúske. Kotúče využijeme najmä na brúsenie oceľových nástrojov (sekera, motyka, nôž, …). Bežný priemer je 150 mm, šírka 20 mm, priemer stredového otvoru 32 mm. Kotúče sa zvyčajne predávajú so zrnitosťou 24 – 240, stavané sú na maximálnu obvodovú rýchlosť do 40 m/s. Špeciálne možno kúpiť kotúče na brúsenie kameňa, neželezné kovy, gumu alebo sklo. Menšie keramické kotúče so stopkou možno prichytiť aj vo vŕtačke.
Predávajú sa však aj špeciálne tvrdé kotúče so spojivom z magnezitu, gumy alebo umelej živice.
 Pružné rezacie a brúsne kotúče
Pružné rezacie a brúsne kotúče
Možno nimi rezať, resp. brúsiť železné aj neželezné kovy, kameň, betón. Nazývajú sa aj tzv. flex kotúče. Prichytávajú sa do uhlových brúsok. Korundové alebo karbidové brusivo týchto kotúčov je zaliate v bakelite spolu s tkaninou zo sklených vláken, ktorá im dodáva potrebnú pevnosť, lebo kotúče majú obvodovú rýchlosť až 80 m/s. Bežné veľkosti majú priemer 115, 125, 150, 180 a 230 mm. Kombinácia bakelitu so sklenou tkaninou slúži ako základ aj pre tzv. lamelové kotúče, ktoré uvádzame nižšie. Bakelit je polymér, ktorý zle odoláva UV lúčom, preto kotúče nevystavujme dlhodobo slnečnému žiareniu. –>
Brusivo na podložke
Niektoré druhy brusiva sú na nosiči, zaradené sú v skupine brusiva na podložke. Podložkou (nosičom) môže byť latexový papier, tkanina, prípadne tkanina na penovom podklade, netkaná textília (plsť, rúno).
 Brúsne plátno a papier
Brúsne plátno a papier
Dodáva sa v rolkách, na ktorých je navinutých spravidla 50 m. Dlhé pásy sa režú na hárky alebo aj kruhy (tzv. výseky). Rolky sa dodávajú v rôznych šírkach i dĺžkach podľa požiadavky spotrebiteľa (papierové brúsne rolky sa dodávajú v šírke do 1 450 mm a s plátnom do 1 480 mm). Vhodné sú na ručné brúsenie alebo na použitie do ručného náradia. Vyrábajú sa v špeciálnom vyhotovení na opracovanie rozličných materiálov počnúc drevom, cez kov až po lak. Z roliek brúsneho plátna alebo papiera sa lepením vyrábajú aj tzv. nekonečné brúsne pásy.
Nekonečné brúsne pásy
Vyrábajú sa podľa požiadaviek odberateľa v rozličných druhoch, vyhotoveniach, rozmeroch, pre rôzne materiály a spôsoby použitia. Štandardné typy brúsnych pásov do ručnej pásovej brúsky (šírka × dĺžka) v mm od 60 × 400 do 100 × 620. Ostatné rozmery možno vyrobiť na objednávku. Podkladom pásov môže byť papier alebo tvrdá tkanina.
 Brúsne hárky
Brúsne hárky
Brúsne hárky sa dodávajú v najrôznejších kvalitách a vyhotoveniach. Bežné rozmery hárkov sú 230 × 280 mm. V tabuľke je vhodné použitie podľa zrnitosti a nosiča.

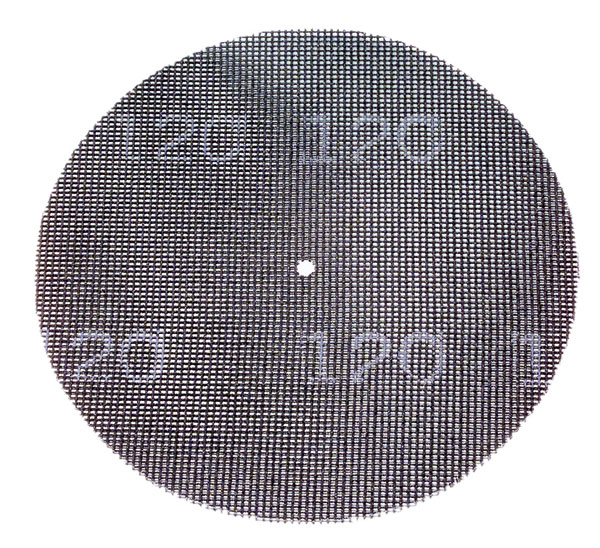
Výseky
Brúsne plátna alebo fíbrové kotúče kruhového tvaru sú vhodné na hrubé brúsne práce, na odstránenie hrdze z kovových dielov, na odhrotovanie a opracovávanie zvarov. Kotúče majú priemery 115 – 180 mm a zrnitosť 16 – 180. Vďaka kruhovému tvaru a stredovému otvoru sú vhodné do uhlovej brúsky, s upínaním M14 na podložný tanier.
Kotúče môžu mať suché zipsy, prichytávajú sa na podložný tanier. Môžu byť s otvormi na odvádzanie pilín alebo plné (bez otvorov) s priemermi 115 až 230 mm, zrnitosť 36 – 600. Na objednávku pri odbere väčšieho množstva sa vyrábajú aj kotúče s väčším priemerom najmä 350 a 370 mm, so zrnitosťou podľa požiadavky. Kruh sa nalepí na brúsku. Používajú sa najmä na brúsenie parkiet.
Lamelové kotúče
Axiálne kotúče (brúsia tanierovou plochou), môžu byť rovné alebo šikmé, bežné priemery sú 115, 125, 150 a 180, mm, zrnitosť 36 – 120. Brúsny lamelový kotúč dosahuje vďaka vejárovite uloženým brúsnym lamelám z plátna niekoľkonásobný výkon oproti iným nástrojom. S upínacím otvorom sa môžu prichytiť do uhlovej brúsky, ak sú so stopkou, tak do vŕtačky.
 Radiálne lamelové kotúče (brúsia čelnou plochou) sú určené na jemné a pružné brúsenie povrchových plôch. Veľmi dobre sa prispôsobia každému obrobku. Čelná hrana lamely môže byť rovná alebo zaoblená s konkávnym alebo iným zakrivením. Ak majú stopku, prichytávajú sa do vŕtačiek, prípadne (s upínacím otvorom) do stacionárnych alebo ručných brúsok. Predávajú sa aj špeciálne saténovacie brúsky, do ktorých možno tieto kotúče prichytiť. Vhodné sú prakticky pre všetky opracovávané materiály.
Radiálne lamelové kotúče (brúsia čelnou plochou) sú určené na jemné a pružné brúsenie povrchových plôch. Veľmi dobre sa prispôsobia každému obrobku. Čelná hrana lamely môže byť rovná alebo zaoblená s konkávnym alebo iným zakrivením. Ak majú stopku, prichytávajú sa do vŕtačiek, prípadne (s upínacím otvorom) do stacionárnych alebo ručných brúsok. Predávajú sa aj špeciálne saténovacie brúsky, do ktorých možno tieto kotúče prichytiť. Vhodné sú prakticky pre všetky opracovávané materiály.
Brúsne prstence
Niektorí výrobcovia ponúkajú rozsiahly program držiakov a brúsnych prstencov. Držiaky prstencov sú opakovane použiteľné, spravidla sa upínajú do vŕtačky. Vďaka štrbinám vo valcovitom držiaku možno prstenec rýchlo nasadiť a pritom je upnutý pevne bez nebezpečenstva prekĺzavania. Prstence sú vhodné na odstraňovanie zvarov z oceľových konštrukcií, jemné brúsiace práce vo výrobe prístrojov a nádrží, dokončovacie práce pri montážach a opravách, opracovanie hrán a tvarov vo výrobe pohonov atď.
 Produkty z brúsneho rúna
Produkty z brúsneho rúna
Brúsne plste (rúna) sú špeciálne vláknové netkané materiály, plste na jemné brúsenie alebo leštenie kovov. Väčšie množstvá možno kúpiť v rolkách s rozmermi od 50 mm × 10 m až po 200 mm × 10 m pri zrnitosti 100 – 1 000. V kruhových tvaroch na upínanie k podložnému tanieru sa používajú plstené kruhy so suchým zipsom s priemerom 115 a 125 mm, zrnitosťou 100 až 240, prichytávajú sa do uhlovej brúsky, prichytením pomocou suchého zipsu na podložný tanier. Vyrábajú sa aj plstené kotúče so stopkou s priemerom od 30 do 100 mm a zrnitosťou 80 až 1 000 na brúsenie a leštenie kovov pomocou vŕtačky alebo leštičky.
Elastické brúsne nástroje
Sú vhodné na najjemnejšie obrábanie povrchových plôch všetkého druhu. Brúsne hubky (vankúšiky) môžu byť štvorstranné, s rozmermi napríklad 68 × 98 × 25 mm, zrnitosťou 60 až 360 alebo dvojstranné (s nízkou hrúbkou) 123 × 98 × 12 mm, zrnitosť 60 až 320. Hubky sú určené na ručné brúsenie a možno ich ľahko prispôsobiť obrysom a zaobleniu dreva. Predávajú sa aj vankúšiky v rolke s rozmermi 115 mm × 5 mm × 10 m so zrnitosťami 150 až 220, z ktorých možno potrebnú časť odrezať.
Brúsny prach
Umelý korund hnedý (zrnitosť 12 – 1200) a biely (10 – 240), prípadne karbid kremíka čierny (12 – 320) sa používa na zdrsňovanie kovových i nekovových materiálov.
 Drôtené kotúče a kefy
Drôtené kotúče a kefy
Kotúče s oceľovým drôtom nazývané aj technické kefy na čistenie oceľových povrchov dosahujú dobré pracovné výsledky pri práci s bežnými druhmi ocelí. K dispozícii sú vyhotovenia okružné (vlnitý, vrkočový, stopkový), hrncové, (vlnitý, vrkočový, stopkový), miskové (vlnitý, vrkočový), rúrkovité a špeciálne.
Technické kefy na nehrdzavejúcu oceľ (s antikorovým drôtom) sa predávajú ako okružné (vlnitý, vrkočový), hrncový (vlnitý, vrkočový).
Kotúče s abrazívnym drôtom či abrazívnymi vláknami sú technické kefy s nylonovým vláknom, v ktorom sú pridané abrazívne zrná karbidu kremíka (SiC). Použitie: ľahké čistenie, leštenie bez porušenia podkladového materiálu, štrukturalizácia povrchov.
Ručné technické kefy na oceľ a nehrdzavejúcu oceľ sú určené tak pre profesionálov, ako aj pre domácich majstrov či automechanikov. Ručné technické kefy sú dostupné vo vyhotoveniach: nehrdzavejúca oceľ, mosadz, oceľ. Sú jednoradové, štvorradové, kefy na sviečky, prípadne s plastovou rukoväťou.
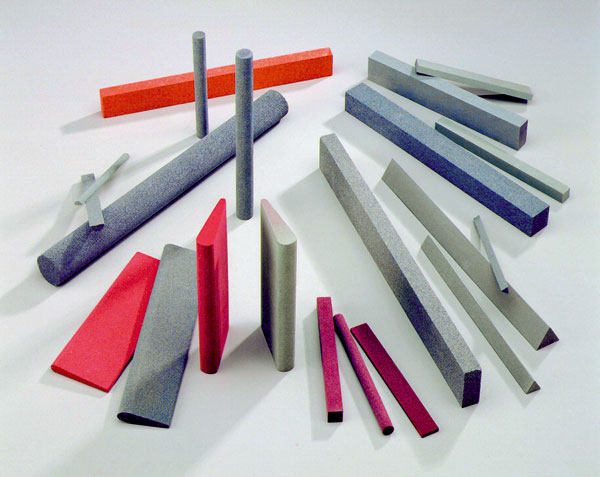
 Leštiace materiály
Leštiace materiály
Handrové kotúče sa štandardne dodávajú s priemermi od 80 do 500, resp. 960 mm, pri hrúbkach 20 – 25 mm. Môžu byť z flanelu, technickej tkaniny, molina, hodvábu, kalika, riedkej bavlnenej tkaniny, keperu. Plstené (filcové) kotúče môžu byť podľa objemovej hmotnosti látky mäkké do 0,45 g/cm3, stredne tvrdé do 0,56 g/cm3 a tvrdé 0,65 g/cm3 pri priemeroch 10 – 500 mm a hrúbke 20 – 80 mm. Väčšiu hrúbku možno dosiahnuť lepením.
Konštrukcia kotúčov. Celolistové kotúče sú zložené z celých listov predpísaného priemeru kotúča, pollistové obsahujú minimálne 50 % celých listov predpísaného priemeru kotúča a polovičných listov, uložených oproti sebe a vždy sú vložené medzi dvoma celými listami. Najlacnejšie sú tzv. voľné listy – kotúč je zložený len z voľných listov alebo spojený iba jedným kruhovým prešitím. Kotúče sa prichytávajú na podložku, leštiaci tanier. Na handrové aj plstené kotúče sa používa brúsne médium – brúsna alebo diamantová pasta.
Okrem nich sa ešte používajú plstené stopkové kotúče prichytené vo vŕtačkách (plné alebo lamelové radiálne) s malými priemermi do 80 mm alebo kotúče na prichytenie v uhlovej brúske (plné alebo lamelové s priemermi 180, resp. 350 mm).
 |
 |
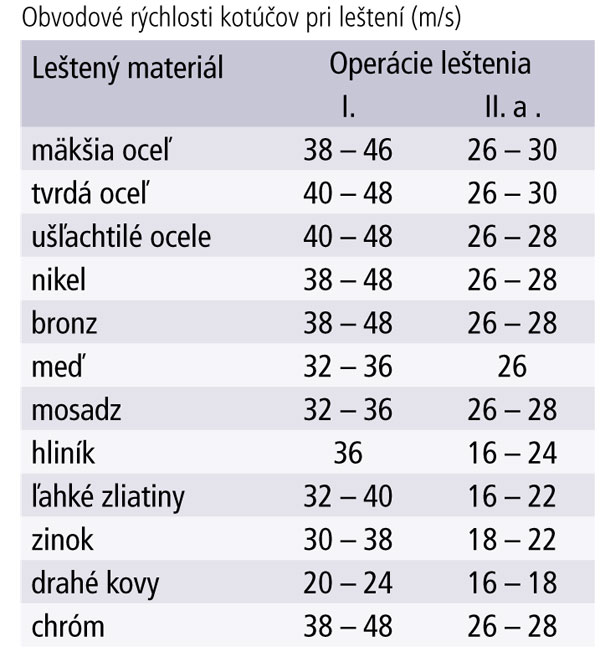
Leštenie
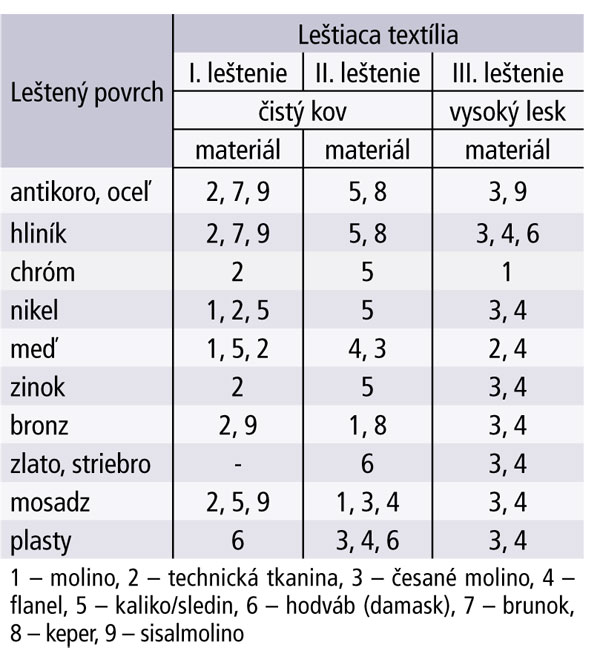
Leštením sa upravujú buď základné materiály alebo povlaky (farby, laky, povrchové vrstvy). Obyčajne leštíme v dvoch operáciách, pri veľmi jemnom leštení aj v troch. Hlavnými predpokladmi na dosiahnutie dobrého výsledku pri leštení sú správny výber kotúča, či leštiacej pasty, nastavená obvodová rýchlosť a prítlak na kotúč.

Pri prvom leštení sa leští kotúčmi s mastnou pastou s hrubším leštiacim prostriedkom a tvrdším leštiacim kotúčom (sisal, technická tkanina) s vyššou obvodovou pracovnou rýchlosťou. Druhé leštenie je finálne do vysokého lesku. Robí sa suchšími a jemnými pastami na mäkšom leštiacom kotúči (flanel, hodváb) s nižšou obvodovou pracovnou rýchlosťou.
Text: Stanislav Botur
Foto a kresby: autor, Bona CR, BOSCH, Carborundum Electrite, Makita Tyrolit, WAD, Würth
Zdroj: časopis Urob si sám november 2011














































Komentáre