
Zváracie zariadenia a príslušenstvo
Na zváranie kovov sa používajú rozličné metódy, ktorým sú prispôsobené aj moderné zváracie zariadenia. Tie nájdu využitie nielen v dielni profesionálneho remeselníka, ale aj šikovného domáceho majstra.
Galéria



– ručné oblúkové zváranie obalenou elektródou – ROZ (v ang. MMA),
– zváranie taviacou sa elektródou v inertnom/aktívnom plyne – MIG/MAG,
– zváranie volfrámovou elektródou v inertnom plyne – TIG.
Zdroje na zváranie obalenou elektródou
Zdrojom energie na zváranie môže byť jednosmerný aj striedavý prúd s nízkym napätím a veľkým prúdom. Pri kúpe zariadenia na zváranie, či už jednosmerným, alebo striedavým prúdom, treba v prvom rade zistiť, na aké použitie z hľadiska zaťaženia je zváracie zariadenie určené. To znamená, či je zariadenie určené na občasné použitie u domáceho majstra, alebo na profesionálne zváranie. Túto skutočnosť udáva parameter dovolený zaťažovateľ (DZ), ktorý by mal výrobca zváracieho zariadenia uviesť na štítku prístroja. Pri niektorých výrobkoch (najmä neprofesionálnych) nebýva tento parameter uvedený, a preto sa treba informovať u predajcu. Dovolený zaťažovateľ DZ (pomerný čas zaťaženia) je pomer času zaťaženia zváračky zváracím prúdom a celkového času zváracieho procesu (zváranie + výmena elektródy + oklepanie trosky + atď.). Udáva sa v percentách. Na ručné oblúkové zváranie aj profesionálne bežne postačuje pri maximálnom zváracom prúde DZ = 60 %. Pre domáceho majstra aj nižšie, napr. DZ = 35 %.
Zváracie transformátory
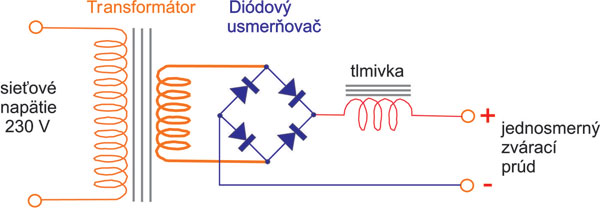
 Konštrukcia zváracích transformátorov, zdrojov striedavého prúdu, je veľmi jednoduchá. Základ transformátora tvorí pevné železné jadro zložené z tenkých plechov. Na jadre je navinuté primárne vinutie s tenším drôtom a sekundárne vinutie s hrubším drôtom. Primárne vinutie je pripojené na sieťové napätie jednofázové 230 V alebo trojfázové 400 V. Zo sekundárneho vinutia odoberáme zvárací prúd. Regulácia zváracieho prúdu môže byť stupňovitá alebo plynulá. Závisí to od konštrukcie transformátora. Regulácia sa vykonáva napr. vzájomným posuvom primárneho a sekundárneho vinutia proti sebe, rozptylovým jadrom, tlmivkou alebo zmenou počtu závitov na primárnom alebo sekundárnom vinutí. Z hľadiska praktického použitia je výhodou zváracieho transformátora jednoduchosť zariadenia a nízke obstarávacie náklady.
Konštrukcia zváracích transformátorov, zdrojov striedavého prúdu, je veľmi jednoduchá. Základ transformátora tvorí pevné železné jadro zložené z tenkých plechov. Na jadre je navinuté primárne vinutie s tenším drôtom a sekundárne vinutie s hrubším drôtom. Primárne vinutie je pripojené na sieťové napätie jednofázové 230 V alebo trojfázové 400 V. Zo sekundárneho vinutia odoberáme zvárací prúd. Regulácia zváracieho prúdu môže byť stupňovitá alebo plynulá. Závisí to od konštrukcie transformátora. Regulácia sa vykonáva napr. vzájomným posuvom primárneho a sekundárneho vinutia proti sebe, rozptylovým jadrom, tlmivkou alebo zmenou počtu závitov na primárnom alebo sekundárnom vinutí. Z hľadiska praktického použitia je výhodou zváracieho transformátora jednoduchosť zariadenia a nízke obstarávacie náklady.
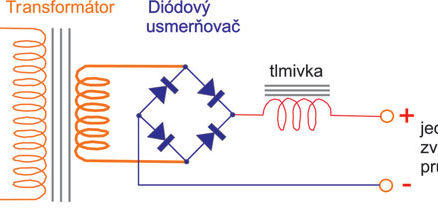
Obr.: Schéma jednofázového zváracieho transformátora
![]()
 Naopak, nevýhodou je obmedzený vyber elektród na zváranie striedavým prúdom. Používajú sa iba elektródy s obalom rutilovým, kyslorutilovým a kyslým. Zváranie striedavým prúdom má aj horšiu stabilitu oblúka a väčší rozstrek zvarového kovu, čo zapríčiňuje menej estetické zvary. Pri výbere zváracieho transformátora je vhodnejší transformátor pre menovité sieťové napätie 400 V, aj keď je potrebné trojfázové vedenie, pretože pri jednofázovom zváracom transformátore sa môže stať, že pri 10 % poklese sieťového napätia 220 V (napr. pre veľkú vzdialenosť odberového miesta od trafostanice alebo pre veľký počet pripojených spotrebičov na odberové miesto) zváracie zariadenie nebude spoľahlivo pracovať. Zvárací transformátor má štandardne zvárací kábel s držiakom elektród a zemniaci kábel so zemniacou svorkou.
Naopak, nevýhodou je obmedzený vyber elektród na zváranie striedavým prúdom. Používajú sa iba elektródy s obalom rutilovým, kyslorutilovým a kyslým. Zváranie striedavým prúdom má aj horšiu stabilitu oblúka a väčší rozstrek zvarového kovu, čo zapríčiňuje menej estetické zvary. Pri výbere zváracieho transformátora je vhodnejší transformátor pre menovité sieťové napätie 400 V, aj keď je potrebné trojfázové vedenie, pretože pri jednofázovom zváracom transformátore sa môže stať, že pri 10 % poklese sieťového napätia 220 V (napr. pre veľkú vzdialenosť odberového miesta od trafostanice alebo pre veľký počet pripojených spotrebičov na odberové miesto) zváracie zariadenie nebude spoľahlivo pracovať. Zvárací transformátor má štandardne zvárací kábel s držiakom elektród a zemniaci kábel so zemniacou svorkou.
Obr.: Schéma zapojenia zváracieho usmerňovača
Zváracie usmerňovače
Zvárací usmerňovač sa používa na usmernenie striedavého prúdu na jednosmerný. Skladá sa zo zváracieho transformátora a z dvojcestného usmerňovača (polovodičové diódy alebo tyristory), ktorý je pripojený na sekundárne vinutie transformátora. Usmerňovač býva najčastejšie usporiadaný do jedného celku a má ovládacie a regulačné prvky. Regulácia zváracieho prúdu sa vykonáva napr. regulačnou tlmivkou, tyristorovým alebo tranzistorovým riadením.
Domáci majster, ktorý vlastní kvalitný zvárací transformátor, si môže dokúpiť, prípadne svojpomocne skonštruovať usmerňovač (napríklad podľa návodov publikovaných v našom časopise). Výhody zváracieho usmerňovača sú možnosť zvárať všetkými druhmi elektród, dobrá stabilita horenia oblúka, malý rozstrek kovu a pod.
Striedačové zdroje (invertory)
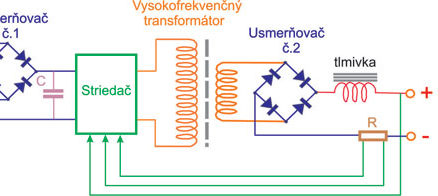
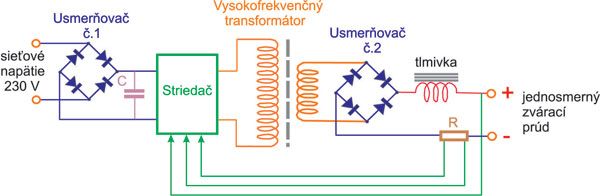
 Najvyšší stupeň vývoja zváracích zdrojov predstavujú invertory. Sú to zložitejšie zariadenia a nedajú sa svojpomocne skonštruovať. Striedavé vstupné napätie zo siete (50 Hz) sa usmerní, v striedači (invertore) sa opäť zmení na striedavé napätie, ale s vysokou frekvenciou (60 až 80 kHz), a po transformácii vysokofrekvenčného napätia sa znova usmerní na jednosmerné zváracie napätie. Výrazné zníženie hmotnosti a rozmerov invertorového zváracieho zariadenia sa docieli vysokofrekvenčným transformátorom, ktorý má podstatne menšie rozmery a hmotnosť (asi o 80 %) ako klasický transformátor. Preto majú tieto zdroje malú hmotnosť i rozmery bez toho, aby došlo k poklesu ich výkonu. Prúdová hmotnosť nepresahuje hodnotu 0,05 kg/A. Ďalšou výhodou oproti klasickým usmerňovačom je vysoká hodnota elektrickej účinnosti (asi 90 %). Invertorové zdroje zváracieho prúdu možno použiť na všetky základné metódy oblúkového zvárania (MMA, MAG/MIG, TIG).
Najvyšší stupeň vývoja zváracích zdrojov predstavujú invertory. Sú to zložitejšie zariadenia a nedajú sa svojpomocne skonštruovať. Striedavé vstupné napätie zo siete (50 Hz) sa usmerní, v striedači (invertore) sa opäť zmení na striedavé napätie, ale s vysokou frekvenciou (60 až 80 kHz), a po transformácii vysokofrekvenčného napätia sa znova usmerní na jednosmerné zváracie napätie. Výrazné zníženie hmotnosti a rozmerov invertorového zváracieho zariadenia sa docieli vysokofrekvenčným transformátorom, ktorý má podstatne menšie rozmery a hmotnosť (asi o 80 %) ako klasický transformátor. Preto majú tieto zdroje malú hmotnosť i rozmery bez toho, aby došlo k poklesu ich výkonu. Prúdová hmotnosť nepresahuje hodnotu 0,05 kg/A. Ďalšou výhodou oproti klasickým usmerňovačom je vysoká hodnota elektrickej účinnosti (asi 90 %). Invertorové zdroje zváracieho prúdu možno použiť na všetky základné metódy oblúkového zvárania (MMA, MAG/MIG, TIG).
Obr.: Principiálna schéma zapojenia zváracieho striedača (invertora)
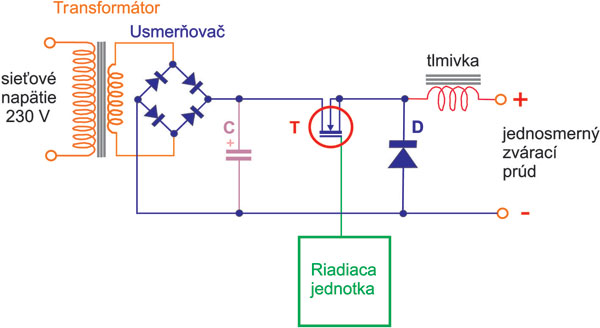
Zdroje typu „chopper“
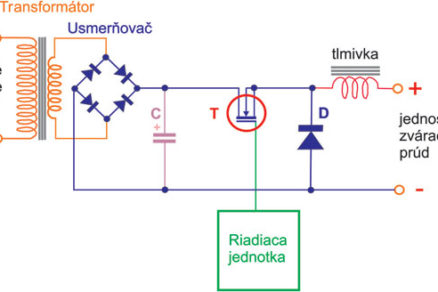
K moderným zváracím zdrojom patria tzv. zváracie choppery. Vstupné sieťové napätie sa privádza do klasického výkonového transformátora a po transformácii ho ďalej usmerňuje diódový usmerňovač v mostíkovom zapojení. Parametre transformátora sú volené tak, aby napätie naprázdno po usmernení bolo v rozsahu 80 až 90 V (jednosmerný prúd). Princíp činnosti zváracieho choppera je takýto: pri zopnutom tranzistore T prechádza prúd z transformátora cez usmerňovač a tlmivku priamo do zváracieho oblúka a späť. Dióda D sa nepoužije. V tejto fáze sa do zvarového kúpeľa privádza maximum energie. Po rozpojení obvodu tranzistora elektrický prúd indukovaný v tlmivke stále udržiava elektrický oblúk, pretože obvod sa uzatvára cez diódu D. V tejto fáze sa do tavného kúpeľa privádza minimum energie, ale oblúk nezhasne. Vhodným pomerom časov zopnutia a rozopnutia tak môžeme regulovať množstvo energie privádzanej do zvaru. Z konštrukčného hľadiska sa v porovnaní s invertormi kladú vysoké nároky na spínacie tranzistory vzhľadom na to, že tieto priamo spínajú zvárací (sekundárny) prúd. Obrovskou výhodou technológie chopper je možnosť veľmi rýchlo reagovať na správanie zváracieho oblúka. Umožňujú to regulačné obvody umiestnené na sekundárnej strane zdroja v porovnaní s invertormi, ktoré sú riadené na primárnej strane (ich reakčný čas je omnoho vyšší). Chopper umožňuje aktívne riadenie zváracieho procesu až do takej miery, že doslova riadi každú kvapku zvarového kovu. Podobne ako zvárací invertor možno aj chopper použiť na všetky základné metódy zvárania (MMA, MAG/MIG, TIG).
Obr.: Principiálne zapojenie zváracieho choppera
Postup pri zváraní
 Podľa priemeru elektródy sa na zváracom zdroji nastaví vhodný prúd. Zvárací prúd odporúčaný výrobcom zváracích elektród býva uvedený na ich obale. Ak sa neuvádza, použijeme jednoduchý empirický vzťah: na 1 mm priemeru oceľového jadra elektródy musí pripadnúť 30 až 40 A zváracieho prúdu. To znamená, že ak má elektróda priemer 2,5 mm (2,5 × 30 až 40 A = 75 až 100 A), môžeme použiť zvárací prúd od 75 do 110 A tak, aby oblúk stabilne horel a neprepaľoval materiál. Pred účinkami žiarenia oblúka sa zvárač chráni maskou nasadenou na hlave alebo štítom, ktorý drží v ľavej ruke. Elektróda sa upne v kliešťovom držiaku, ktorý je s transformátorom spojený káblom. Ďalším káblom so zvierkou sa zvárací zdroj spojí so zváraným predmetom. Pred popálením sa zvárač chráni koženými rukavicami a zásterou. Na začiatku práce sa zvárač najprv elektródou dotkne zváranej súčiastky a ihneď ju oddiali tak, aby vznikol elektrický oblúk, ktorým sa v zapätí začne taviť základný materiál aj elektróda. Potom zvárač udržiava vhodnú dĺžku oblúka a vedie elektródu podľa zvoleného spôsobu zvárania. Pri správnom vedení elektródy troska z roztaveného obalu elektródy vypláva na povrch a usádza sa na zvarovej húsenici, takže kov pomaly chladne. Pri chybnom vedení sa zataví a tvorí vmiešaniny. Vychladnutá troska sa musí dať ľahko odstrániť oklepaním kladivkom.
Podľa priemeru elektródy sa na zváracom zdroji nastaví vhodný prúd. Zvárací prúd odporúčaný výrobcom zváracích elektród býva uvedený na ich obale. Ak sa neuvádza, použijeme jednoduchý empirický vzťah: na 1 mm priemeru oceľového jadra elektródy musí pripadnúť 30 až 40 A zváracieho prúdu. To znamená, že ak má elektróda priemer 2,5 mm (2,5 × 30 až 40 A = 75 až 100 A), môžeme použiť zvárací prúd od 75 do 110 A tak, aby oblúk stabilne horel a neprepaľoval materiál. Pred účinkami žiarenia oblúka sa zvárač chráni maskou nasadenou na hlave alebo štítom, ktorý drží v ľavej ruke. Elektróda sa upne v kliešťovom držiaku, ktorý je s transformátorom spojený káblom. Ďalším káblom so zvierkou sa zvárací zdroj spojí so zváraným predmetom. Pred popálením sa zvárač chráni koženými rukavicami a zásterou. Na začiatku práce sa zvárač najprv elektródou dotkne zváranej súčiastky a ihneď ju oddiali tak, aby vznikol elektrický oblúk, ktorým sa v zapätí začne taviť základný materiál aj elektróda. Potom zvárač udržiava vhodnú dĺžku oblúka a vedie elektródu podľa zvoleného spôsobu zvárania. Pri správnom vedení elektródy troska z roztaveného obalu elektródy vypláva na povrch a usádza sa na zvarovej húsenici, takže kov pomaly chladne. Pri chybnom vedení sa zataví a tvorí vmiešaniny. Vychladnutá troska sa musí dať ľahko odstrániť oklepaním kladivkom.
Prídavné materiály – elektródy
Na Slovensku je v súčasnosti veľa zahraničných dodávateľov prídavných materiálov na zváranie. Každý výrobca má vlastné obchodné označovanie prídavných materiálov – elektród. Preto elektróda s rovnakou špecifikáciou bude mať u rôznych výrobcov aj rôzne označenie a obchodný názov. Nie všetci zahraniční výrobcovia označujú elektródy podľa spoločnej európskej normy EN 499.
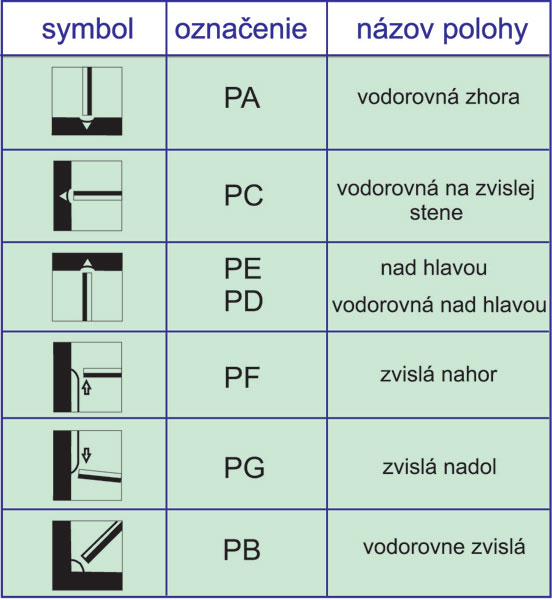
 Výber elektródy vzhľadom na zváraný materiál sa riadi polohou zvárania a mechanickými vlastnosťami zváraného materiálu. Polohy zvárania a mechanické vlastnosti zvarového kovu, pre ktorý je určená elektróda, bývajú uvedené na obale elektród. Vlastnosti zvarového spoja sa musia čo najviac priblížiť k vlastnostiam základného materiálu. Pre zvárací transformátor sú potrebné elektródy s rutilovým obalom – R a s kyslým obalom – K. Pre zvárací usmerňovač a invertor sa môžu použiť elektródy s ľubovolným obalom, napr. bázickým – B, rutilovým – R, kyslým – K, špeciálnym – S a iné. Pritom platí, že elektródy s bázickým obalom sa pripájajú na kladný pól zváracieho zdroja (nepriama polarita) a elektródy s kyslým a rutilovým obalom na záporný pól (priama polarita).
Výber elektródy vzhľadom na zváraný materiál sa riadi polohou zvárania a mechanickými vlastnosťami zváraného materiálu. Polohy zvárania a mechanické vlastnosti zvarového kovu, pre ktorý je určená elektróda, bývajú uvedené na obale elektród. Vlastnosti zvarového spoja sa musia čo najviac priblížiť k vlastnostiam základného materiálu. Pre zvárací transformátor sú potrebné elektródy s rutilovým obalom – R a s kyslým obalom – K. Pre zvárací usmerňovač a invertor sa môžu použiť elektródy s ľubovolným obalom, napr. bázickým – B, rutilovým – R, kyslým – K, špeciálnym – S a iné. Pritom platí, že elektródy s bázickým obalom sa pripájajú na kladný pól zváracieho zdroja (nepriama polarita) a elektródy s kyslým a rutilovým obalom na záporný pól (priama polarita).
Sušenie elektród
Najviac vlhkosti prijíma do seba bázický obal elektródy, ktorej základnou zložkou je vápenec. Preto sa na sušenie elektród používa predpísaný režim: najprv jednu hodinu pri teplote 100 až 120 °C a potom dve hodiny pri teplote 300 až 350 °C. Ostatné druhy obalov sú menej citlivé na vlhkosť. Elektródy s kyslým obalom sa odporúča sušiť pri teplote 150 °C počas 2 hodín. Elektródy s rutilovým obalom pri teplote 120 °C aspoň 1 hodinu. Bežné konštrukčné ocele Nízkouhlíkové ocele (triedy 10, 11, 12) s obsahom uhlíka do 0,25 % a s hrúbkou do 25 mm sa zvárajú bez problémov. Podľa toho, či zvárame jednosmerným alebo striedavým napätím sa na zváranie používajú bázické elektródy, napr. E 121 B, rutilové, napr. E 117 R, a kyslé, napr. E 103 K a pod.
Nehrdzavejúce ocele
Austenitické ocele, napr. 17 247, 17 248 (sú nemagnetické), stabilizované Ti, Nb, sa zvárajú dobre. Zvolíme si elektródy s podobným chemickým zložením ako zváraný materiál. Na zváranie jednosmerným prúdom možno použiť napr. elektródu E-B 420 s nepriamou polaritou. Na striedavý aj jednosmerný prúd sa môže použiť elektróda s označením OK 61.81 s rutilovým obalom.
Ťažko zvariteľné ocele
V praxi sa často môžeme stretnúť s oceľami, ktoré sa považujú za ťažko zvariteľné, čo spôsobuje ich vysoká kaliteľnosť (ocele s vysokým obsahom uhlíka, pružinové ocele a pod.). Podobne aj ocele s neznámym chemickým zložením treba považovať za ocele s ťažkou zvariteľnosťou. V takomto prípade sa preto považuje za jedno z najlepších riešení zvárať austenitickými elektródami, napr. OK 68.81, OK 67.42, alebo niklovými OK 92.26, čím sa znižuje riziko praskania zvarov. Niklové elektródy sú však dosť drahé.
Liatina
 Niektoré typy liatin sa zvárajú bežne (napr. sivá liatina), iné sú nezvariteľné (napr. biela liatina). V súčasnosti sa liatina väčšinou zvára za studena (bez predohrevu), pričom sa použije táto technika:
Niektoré typy liatin sa zvárajú bežne (napr. sivá liatina), iné sú nezvariteľné (napr. biela liatina). V súčasnosti sa liatina väčšinou zvára za studena (bez predohrevu), pričom sa použije táto technika:
– zvára sa krátkymi húsenicami (20 až 30 mm),
– používajú sa elektródy s malým priemerom a nízky zvárací prúd,
– medzihúsenicová teplota sa musí udržať pod 100 °C,
– ihneď po navarení sa povrch vrstvy musí prekovať nástrojom s oblým hrotom.
Liatina sa môže v prvom rade zvárať elektródami z niklu a elektródami na jednosmerný aj striedavý prúd. Ak sa požaduje vyššia pevnosť, na zváranie liatiny a liatiny s oceľou možno použiť elektródy typu nikel – železo na zváranie jednosmerným prúdom. Zliatina nikel – meď sa používa, keď sa vyžaduje rovnaké sfarbenie zvarového kovu a základného materiálu. Zvarový kov sa potom ľahko obrába.
Hliník a jeho zliatiny
Na zváranie čistého hliníka sa použije elektróda z čistého hliníka alebo zo zliatiny hliníka s 1 % Mn so špeciálnym obalom na jednosmerný prúd. Pri zváraní a opravách odliatkov zo zliatin hliníka AlSi, ako sú bloky motorov, hlavy valcov a pod., sa použije elektróda zo zliatiny hliníka s obsahom 5 až 12 % kremíka, rovnako so špeciálnym obalom na jednosmerný zvárací prúd. Poškodené časti treba najskôr obrúsiť, aby vznikli čisté a hladké plochy. Zložité prierezy treba predohriať na 100 až 150 °C a, pokiaľ je to možné, spoje vyhotoviť na jeden priechod.
Zváranie metódami MAG/MIG
 Zváranie MAG je oblúkový spôsob zvárania v ochrannom aktívnom plyne (CO2, Ar + CO2), pri ktorom sa používa taviaca sa drôtová elektróda. Používa sa na zváranie bežných aj nehrdzavejúcich ocelí. Aj zváranie MIG je oblúkový spôsob zvárania, pri ktorom sa používa taviaca sa drôtová elektróda, ale na ochranu zvarového kovu sa využíva inertný plyn, najčastejšie argón. Používa sa najmä na zváranie nízkolegovaných ocelí, nehrdzavejúcich ocelí a hliníka. Výhody metód MAG a MIG oproti ručnému oblúkovému zváraniu sú: Bez problémov možno zvárať aj tenké plechy s minimálnymi deformáciami, čo je vhodné pri karosárskych a zámočníckych prácach. Zvárací drôt sa pri zváraní kontinuálne dodáva do miesta zvárania zo zásobníka drôtu. Netreba vymieňať elektródy, zvar sa neprerušuje ako pri výmene elektródy. Po zváraní netreba odstraňovať zo zvarov trosku. Ak sa pri zváraní ocelí použije zmesový ochranný plyn, napr. so zložením 82 % Ar a 18 % CO2, sú zvary vysokoestetické, s minimálnym rozstrekom. Nevýhodou sú najmä väčšie obstarávacie náklady na zváracie zariadenie a zložitejšie zariadenie, na ktorom treba vykonávať údržbu. Na prevádzku zariadenia je potrebný nákup technických plynov, prípadne aj prenájom tlakových nádob na plyny. Zváracie zariadenie na zváranie v ochrannej atmosfére taviacou elektródou pozostáva z týchto hlavných častí:
Zváranie MAG je oblúkový spôsob zvárania v ochrannom aktívnom plyne (CO2, Ar + CO2), pri ktorom sa používa taviaca sa drôtová elektróda. Používa sa na zváranie bežných aj nehrdzavejúcich ocelí. Aj zváranie MIG je oblúkový spôsob zvárania, pri ktorom sa používa taviaca sa drôtová elektróda, ale na ochranu zvarového kovu sa využíva inertný plyn, najčastejšie argón. Používa sa najmä na zváranie nízkolegovaných ocelí, nehrdzavejúcich ocelí a hliníka. Výhody metód MAG a MIG oproti ručnému oblúkovému zváraniu sú: Bez problémov možno zvárať aj tenké plechy s minimálnymi deformáciami, čo je vhodné pri karosárskych a zámočníckych prácach. Zvárací drôt sa pri zváraní kontinuálne dodáva do miesta zvárania zo zásobníka drôtu. Netreba vymieňať elektródy, zvar sa neprerušuje ako pri výmene elektródy. Po zváraní netreba odstraňovať zo zvarov trosku. Ak sa pri zváraní ocelí použije zmesový ochranný plyn, napr. so zložením 82 % Ar a 18 % CO2, sú zvary vysokoestetické, s minimálnym rozstrekom. Nevýhodou sú najmä väčšie obstarávacie náklady na zváracie zariadenie a zložitejšie zariadenie, na ktorom treba vykonávať údržbu. Na prevádzku zariadenia je potrebný nákup technických plynov, prípadne aj prenájom tlakových nádob na plyny. Zváracie zariadenie na zváranie v ochrannej atmosfére taviacou elektródou pozostáva z týchto hlavných častí:
 – zdroj zváracieho prúdu,
– zdroj zváracieho prúdu,
– fľaša s ochranným plynom,
– redukčný ventil s prietokomerom,
– zásobník zváracieho drôtu,
– podávacie zariadenie zváracieho drôtu,
– zvárací horák.
Do popredia sa dostávajú invertorové zdroje vďaka ich malej hmotnosti a stabilite zváracieho procesu. Ochranný plyn sa odoberá z fľaše pomocou redukčného ventilu. Podávacie zariadenie je samostatnou mechanickou jednotkou, umiestnenou vnútri zdroja alebo na zdroji zváracieho prúdu. Prídavné materiály pre metódu MAG/MIG sa dodávajú vo forme drôtu navinutého na plastových alebo drôtených cievkach. Zváracie drôty sa vyrábajú v priemeroch 0,6; 0,8; 1,0; 1,2; 1,6; 2,0; a 2,4. Pri zváraní tenkých plechov a zváraní v polohách je vhodné použiť drôt s priemerom 1,0 mm. Pre práce s výhradne tenkými plechmi sa použije drôt s priemerom 0,8 a 0,6 mm. Na zváranie väčšiny bežných nelegovaných konštrukčných ocelí možno použiť zvárací drôt s obchodným označením OK AUTROD 12.50 (G3Si1 podľa EN 440). Ako ochranný plyn sa použije CO2 alebo Ar + CO2.
Zváranie TIG
 Je to oblúkové zváranie netaviacou sa elektródou v ochrannej atmosfére inertného plynu. Ako ochranný plyn sa najčastejšie používa argón. Na zváranie TIG možno použiť striedavý aj jednosmerný zvárací prúd. Pri zváraní metódou TIG striedavým prúdom má elektrický oblúk čistiaci účinok, a preto sa používa na zváranie kovov vytvárajúcich na svojom povrchu vrstvu oxidov s podstatne vyššou teplotou tavenia, ako má základný materiál. Používa sa na zváranie hliníka, horčíka a ich zliatin a pod. Zváranie TIG jednosmerným prúdom na priamej polarite je vhodný na zváranie všetkých druhov ocelí, medi, niklu, titánu a ich zliatin. Tieto materiály nevyžadujú oblúk s čistiacim účinkom, pretože ich povrchové oxidy majú teplotu tavenia veľmi blízku teplote tavenia základných materiálov. Technika ručného zvárania TIG sa veľmi podobá ručnému plameňovému zváraniu. Aj pri ručnom zváraní TIG možno používať spôsob zvárania dopredu (ľavosmerný) alebo spôsob zvárania dozadu (pravosmerný). Uhol naklonenia horáka sa určuje podľa polohy zvárania a rozmerov zvaru. Pri tupých spojoch je od 70° do 90°, v prípade kútových spojov od 60 do 80°. Uhol naklonenia zváracej tyčinky pri ručnom zváraní TIG sa volí relatívne malý, najčastejšie od 10° do 30°.
Je to oblúkové zváranie netaviacou sa elektródou v ochrannej atmosfére inertného plynu. Ako ochranný plyn sa najčastejšie používa argón. Na zváranie TIG možno použiť striedavý aj jednosmerný zvárací prúd. Pri zváraní metódou TIG striedavým prúdom má elektrický oblúk čistiaci účinok, a preto sa používa na zváranie kovov vytvárajúcich na svojom povrchu vrstvu oxidov s podstatne vyššou teplotou tavenia, ako má základný materiál. Používa sa na zváranie hliníka, horčíka a ich zliatin a pod. Zváranie TIG jednosmerným prúdom na priamej polarite je vhodný na zváranie všetkých druhov ocelí, medi, niklu, titánu a ich zliatin. Tieto materiály nevyžadujú oblúk s čistiacim účinkom, pretože ich povrchové oxidy majú teplotu tavenia veľmi blízku teplote tavenia základných materiálov. Technika ručného zvárania TIG sa veľmi podobá ručnému plameňovému zváraniu. Aj pri ručnom zváraní TIG možno používať spôsob zvárania dopredu (ľavosmerný) alebo spôsob zvárania dozadu (pravosmerný). Uhol naklonenia horáka sa určuje podľa polohy zvárania a rozmerov zvaru. Pri tupých spojoch je od 70° do 90°, v prípade kútových spojov od 60 do 80°. Uhol naklonenia zváracej tyčinky pri ručnom zváraní TIG sa volí relatívne malý, najčastejšie od 10° do 30°.
Pri zváraní TIG je svetelné žiarenie oveľa intenzívnejšie ako pri zváraní obalenou elektródou. Ochrana zvárača pri zváraní TIG proti svetelnému žiareniu musí byť preto účinnejšia ako pri iných spôsoboch oblúkového zvárania.
 |
 |
| Zvar pred natieraním brúsime uhlovou brúskou, aby spĺňal aj estetické kritériá. | Fibrový kotúč a brúsne kotúče s rôznou zrnitosťou umožňujú obrúsiť miesto zvaru dohladka. |
Zariadenie na zváranie
 Základná zostava zariadenia na zváranie TIG obsahuje: zdroj zváracieho prúdu (jednosmerný alebo striedavý), zapaľovaciu jednotku, zvárací horák TIG, redukčný ventil, tlakovú nádobu s ochranným plynom. Zvárací horák TIG má niekoľko základných funkcií. Zabezpečuje prívod zváracieho prúdu na netaviacu sa elektródu, prívod a usmernenie ochranného plynu do miesta zvaru, fixovanie polohy netaviacej sa elektródy, prívod a odvod chladiacej vody. Pri zváraní TIG sa elektrický oblúk zapaľuje vytvorením skratu alebo vysokofrekvenčným vysokým napätím. Bezskratové zapálenie oblúka pomocou ionizátora je dnes už bežným vybavením zváračiek TIG. Pomocou vysokého napätia s vysokou frekvenciou sa vytvorí elektrický oblúk.
Základná zostava zariadenia na zváranie TIG obsahuje: zdroj zváracieho prúdu (jednosmerný alebo striedavý), zapaľovaciu jednotku, zvárací horák TIG, redukčný ventil, tlakovú nádobu s ochranným plynom. Zvárací horák TIG má niekoľko základných funkcií. Zabezpečuje prívod zváracieho prúdu na netaviacu sa elektródu, prívod a usmernenie ochranného plynu do miesta zvaru, fixovanie polohy netaviacej sa elektródy, prívod a odvod chladiacej vody. Pri zváraní TIG sa elektrický oblúk zapaľuje vytvorením skratu alebo vysokofrekvenčným vysokým napätím. Bezskratové zapálenie oblúka pomocou ionizátora je dnes už bežným vybavením zváračiek TIG. Pomocou vysokého napätia s vysokou frekvenciou sa vytvorí elektrický oblúk.
Prídavný materiál
Na ručné zváranie sa používa prídavný materiál vo forme tyčiek s priemerom 1,2; 1,6; 2,0; 2,4; 3,2; 4,0 mm a s dĺžkou 1 000 mm. Chemické zloženie používaných prídavných materiálov TIG sa často veľmi podobá na chemické zloženie základných materiálov. V ochrane inertných plynov nedochádza pri zváraní k výraznejšiemu prepalu prvkov.
Príklady označenia prídavných materiálov: Na zváranie bežných konštrukčných ocelí sa použije napr. drôt s označením GI 113. Na zváranie nehrdzavejúcich austenitických ocelí možno použiť nestabilizovaný prídavný materiál OK Tigrod 16.10 alebo stabilizovaný OK Tigrod 16.11. Na zváranie hliníkových zliatin s obsahom horčíka do 5 % sa použije drôt OK Tigrod 18.16 a pod.
Text: doc. Ing. Roman Koleňák, PhD.
Literatúra: Jasenák, J.: Zváracie stroje a zariadenia, SZS 2007
Foto: autor, Stanislav Botur, SIAD, Sopras, VAW Welding
Zdroj: časopis Urob si sám











































http://www.kajo.sk/zvaracia-te… – čo poviete na Omicron Gama 166 invertor? Za cenu 229,90€ a človek si môže vybrať medzi káblami alebo samostmievacou maskou ako darčekom zadarmo 🙂
Dobry den,1-aka zvaracia EN 287-1 138 je a ake jeto zvaranie a ako sa ma spravne zvarat.
2-Mozem zvarať klasicky hlinik,bloky aut,AL-disky s čistym Argonovym plynom?
3- Ako sa oznacuje Metalicky prasok viem ze Bazicky B,Rutilovy R
EN 287-1 138 je zvaranie tlakovych nadob plnenym drotom. hlinnik vzdy argonom a striedavym prudom pri vareni tig,
Najvyšší stupeň vývoja zváracích zdrojov predstavujú invertory. Sú to zložitejšie zariadenia a nedajú sa svojpomocne skonštruovať.
Neviem akona takéto tvrdenie pisateľ článku prišiel, by ste sa čudovali čo všetko sa dá samodomo vyrobiť.
A ešte treba trocha poštudovať elektrotechnické termíny, aby ste vedeli aký rozdiel je medzi prúdom a napätím . Inak článok je celkom poučný.