Každé železo časom zhrdzavie
Korózia je slovo latinského pôvodu. Znamená narušenie materiálu, predovšetkým kovov, vzájomným chemickým, respektíve elektrochemickým pôsobením materiálov. Je dôsledkom pôsobenia prostredia na materiál.
Galéria





Korózia sa navonok prejavuje rôznym spôsobom: materiál mení vzhľad, rozmerovo ubúda, na povrchu vznikajú jamky, škvrny, hmota krehne, praská, odlupuje sa vo vrstvách. Podľa umiestnenia a vzhľadu rozoznávame koróziu bodovú – miestnu, plošnú – hrdzavé škvrny, selektívnu – zachvacuje iba niektorú zložku zliatiny (napr. zinok v mosadzi). Medzikryštálová korózia vzniká na povrchu kryštálov látky a spôsobuje jej rozpad (niklochrómová oceľ). Nitková korózia vytvára napríklad na pocínovanom oceľovom plechu jemné kanáliky.
Farby na ochranu kovov Antikorózne – špeciálne farby určené na nátery predmetov, ktoré ohrozuje korózia. Hrdza sa chemicky viaže priamo na farbu. Vyrábajú sa v základnom vyhotovení, ktoré neskôr pretierame vrchnou krycou farbou. Ďalej ako jednovrstvové.
Antikorózne – špeciálne farby určené na nátery predmetov, ktoré ohrozuje korózia. Hrdza sa chemicky viaže priamo na farbu. Vyrábajú sa v základnom vyhotovení, ktoré neskôr pretierame vrchnou krycou farbou. Ďalej ako jednovrstvové.
Reaktívne – hodia sa na nátery nezoxidovaných pozinkovaných odkvapov a plechových krytín, na ktorých bežné nátery nedržia. Vyrábajú sa aj ako syntetické, aj ako vodou riediteľné –základná a vrchná farba. Niektoré druhy možno použiť na nátery zoxidovaného pozinkovaného plechu a ľahkých kovov.
Farby na radiátory – špeciálne určené na súčasti vykurovacích systémov. Odolávajú oteru i teplu. Vyrábajú sa na syntetickej aj vodou riediteľnej báze. Niektoré sa vyznačujú dobrou priľnavosťou k starým syntetickým a olejovým náterom.
Vodou riediteľné náterové hmoty
Vyhovujú požiadavkám na ochranu životného prostredia a zdravia spotrebiteľov, šetria životné prostredie a v ich vlastnostiach sa spájajú prednosti iných typov náterových látok (napr. krycia schopnosť, priľnavosť, zmáčateľnosť). Tieto náterové látky majú vyššiu pevnosť, tvrdosť náteru a odolnosť proti pôsobeniu vody a chemikálií. Povrchy po ich aplikácii nie sú lepkavé. Rýchlosť schnutia náteru je podstatne vyššia ako pri klasických syntetických farbách. Okrem toho sa do niektorých pridávajú látky, ktoré zabezpečujú zvýšenú odolnosť proti korózii. Ľahko sa s nimi pracuje, pretože rýchlo schnú, obsahujú zanedbateľný podiel organických rozpúšťadiel a použité náradie sa ľahko umyje vodou, pokiaľ farba nezaschla. V niektorých prípadoch je určitou nevýhodou, že vodou riediteľné farby vyžadujú starostlivejšie odmastenie podkladu. Existujú aj antikorózne vodou riediteľné farby. Obsahujú väčšinou zdravotne neškodné antikorózne pigmenty zabraňujúce korózii a sú vhodné na použitie vo vonkajšom prostredí. Na oceľové podklady sa často používa aj antikorózna jednovrstvová farba a ako základný náter základná antikorózna farba.
Použitie tzv. jednonáterových farieb s inhibítormi korózie je jednoduché a rýchle. Po odstránení mäkkej hrdze ich natierame priamo na zhrdzavený povrch. Chemické prísady obsiahnuté vo farbe reagujú s hrdzou a zabránia jej ďalšiemu šíreniu. Tieto farby využívame na finálne vonkajšie aj vnútorné nátery kovových konštrukcií. Možno ich však použiť aj na úpravu nekovových podkladov, dreva, betónu či kameniny.
Príprava na natieranie
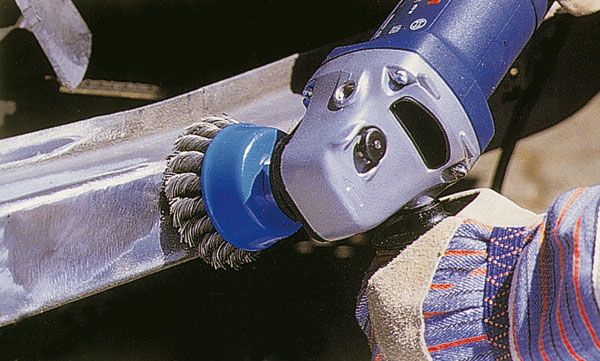
Pred natieraním kovových výrobkov dôkladne očistíme ich podklad. Hrubé nečistoty a hrdzu najlepšie odstránime mechanicky drôtenou kefou, brúsnym papierom alebo drôteným kotúčom, resp. brúsnym papierom na gumovom kotúči vŕtačky. Časti, ktoré sa nedajú odbrúsiť, odstránime chemicky – odhrdzovačom. Musíme s ním však pracovať opatrne a používať ochranné prostriedky. Pozorne si prečítame návod a riadime sa jeho pokynmi.

Brúsenie a odmastenie Brúsenie je prvým krokom, ktorý rozhoduje o životnosti náteru. Hrubú a voľnú hrdzu odstránime oceľovou špachtľou a drôtenou kefou. Ručné brúsenie brúsnym papierom je síce namáhavé, ale dôkladnejšie. Keď predmet nie je príliš zamastený alebo znečistený voskom, vazelínou či olejom, postačí ho umyť horúcou vodou so saponátom, opláchnuť čistou vodou a dôkladne vysušiť. Železo po mokrom odmastení veľmi rýchlo pokrýva hrdza – tzv. okamihová korózia. Povrch je preto treba rýchlo osušiť a pokryť základným náterom. Na odmasťovanie veľmi znečistených povrchov používame napríklad technický benzín. Neodporúča sa používanie riedidiel (C 6000, C 6001, C 6006) na čistenie a odmasťovanie – sú veľmi prchavé a zvyšujú riziko požiaru. Aj pri použití technického benzínu musíme dodržiavať bezpečnostné pravidlá. Dávame pozor na možnosť vzniku požiaru (otvorený oheň, fajčenie, prípadne iskry – napr. pri brúsení a zváraní). Staršie nátery opravujeme už pri menších náznakoch korózie, pretože rozsiahlejšie opravy sú nákladné, najmä keď musíme odstrániť starý náter.
Brúsenie je prvým krokom, ktorý rozhoduje o životnosti náteru. Hrubú a voľnú hrdzu odstránime oceľovou špachtľou a drôtenou kefou. Ručné brúsenie brúsnym papierom je síce namáhavé, ale dôkladnejšie. Keď predmet nie je príliš zamastený alebo znečistený voskom, vazelínou či olejom, postačí ho umyť horúcou vodou so saponátom, opláchnuť čistou vodou a dôkladne vysušiť. Železo po mokrom odmastení veľmi rýchlo pokrýva hrdza – tzv. okamihová korózia. Povrch je preto treba rýchlo osušiť a pokryť základným náterom. Na odmasťovanie veľmi znečistených povrchov používame napríklad technický benzín. Neodporúča sa používanie riedidiel (C 6000, C 6001, C 6006) na čistenie a odmasťovanie – sú veľmi prchavé a zvyšujú riziko požiaru. Aj pri použití technického benzínu musíme dodržiavať bezpečnostné pravidlá. Dávame pozor na možnosť vzniku požiaru (otvorený oheň, fajčenie, prípadne iskry – napr. pri brúsení a zváraní). Staršie nátery opravujeme už pri menších náznakoch korózie, pretože rozsiahlejšie opravy sú nákladné, najmä keď musíme odstrániť starý náter.
Chemické odhrdzovanie
Jemné vrstvy hrdze, ktoré ešte neprenikli hlboko do materiálu, môžeme odstrániť aj chemicky pomocou odhrdzovačov. Chemické prostriedky hrdzu neodstraňujú, ale pri chemickej reakcii ju menia na inú zlúčeninu. Niektoré odhrdzovače vytvárajú po reakcii s hrdzou vrstvu, ktorá ochraňuje materiál pred jeho ďalším napadnutím. Z hľadiska korózie sú rizikové najmä miesta zvarov a rôznych spojov. Preto je im potrebné venovať pri čistení zvýšenú pozornosť. Odhrdzovače sa používajú buď oplachové, alebo bezoplachové. Postupujeme podľa konkrétneho návodu na použitie.
Pri použití oplachového odhrdzovača nanesieme starším štetcom na celú plochu a necháme asi 20 minút pôsobiť. Potom predmet dôkladne opláchneme a rýchlo osušíme. Aj pri použití bezoplachového odhrdzovača je vhodné povrch kovu po jeho použití, ešte pred nanesením náteru, omyť vodou a osušiť alebo aspoň otrieť handrou, aby tmavofialové a tmavohnedé soli z chemickej reakcie nesublimovali do náteru. Ak nemôžeme predmet opláchnuť vodou (pri bezoplachových odhrdzovačoch), zotrieme z povrchu aspoň voľné reakčné produkty.
Pieskové pištole Tieto špeciálne zariadenia využívajú prášok, napríklad z kremeňa, piesku, korundu a podobne, ktorý vyráža z dýzy vysokou rýchlosťou (odtiaľ názov pieskovanie, nesprávne aj otryskávanie) a odstraňuje hrdzu. Túto metódu využijeme najmä na väčších konštrukciách, ale využívajú sa aj malé pieskovacie pištole pri úprave menších plôch.
Tieto špeciálne zariadenia využívajú prášok, napríklad z kremeňa, piesku, korundu a podobne, ktorý vyráža z dýzy vysokou rýchlosťou (odtiaľ názov pieskovanie, nesprávne aj otryskávanie) a odstraňuje hrdzu. Túto metódu využijeme najmä na väčších konštrukciách, ale využívajú sa aj malé pieskovacie pištole pri úprave menších plôch.
Galvanotechnika Metóda na pokovovanie pomocou elektrického prúdu v galvanickom kúpeli. Pokovovaný predmet je katódou, ako anóda sa používa platnička z nanášaného kovu. Galvanizačným elektrolytom je roztok soli nanášaného kovu (napríklad pri medi modrá skalica CuSO4). Galvanické pokovovanie sa dá zvládnuť aj v domácej dielni. Postačí na to sklenená nádoba s roztokom a nabíjačka na autobatériu. Osvedčuje sa však iba pri menších premetoch, ktoré nebudú mechanicky namáhané.
Fosfátovanie
Je to úprava, ktorou môžeme zvýšiť koróznu odolnosť ocele a zinku pred vlastným náterom. Využijeme prípravky na báze fosforečnanov. Povrch ocele je nutné pred fosfátovaním zbaviť hrdze a odmastiť. Staré, menej pevné a zhrdzavené nátery zbrúsime alebo ich odstránime odstraňovačom starých náterov, prípadne opálime. Pri opaľovaní tenkých plechov je potrebná opatrnosť, lebo sa ľahko môžu teplom ohnúť. Po použití odstraňovača náterov povrch dôkladne odmastíme.
Na staré nátery a farebné kovy
Staré pevné nátery mierne zdrsníme, v prípade potreby i odmastíme. Hliník a pozinkované plechy vždy odmastíme. Umyjeme ich štetcom alebo kefou horúcou vodou s pridaním saponátov a opláchneme ich čistou vodou. Čerstvé lesklé nezoxidované pozinkované plechy (odkvapy, odkvapové rúry) ponecháme na určitý čas bez náteru. Oxidácia ich povrchu spôsobí zvýšenie priľnavosti základnej farby. V iných prípadoch odporúčame použiť špeciálne základné farby, ktoré výrobca deklaruje ako vhodné na čerstvý pozinkovaný plech.
Náter drôteného plota
Plot očistíme drôtenou kefou a natrieme základnou farbou. Vyberieme si farbu s obsahom antikoróznych prísad, ktorú môžeme nanášať valčekom. Ako vrchný náter použijeme email. Pri pravidelnej údržbe stačí, ak plot natierame základnou farbou bez vrchného náteru.
Pozinkované plechy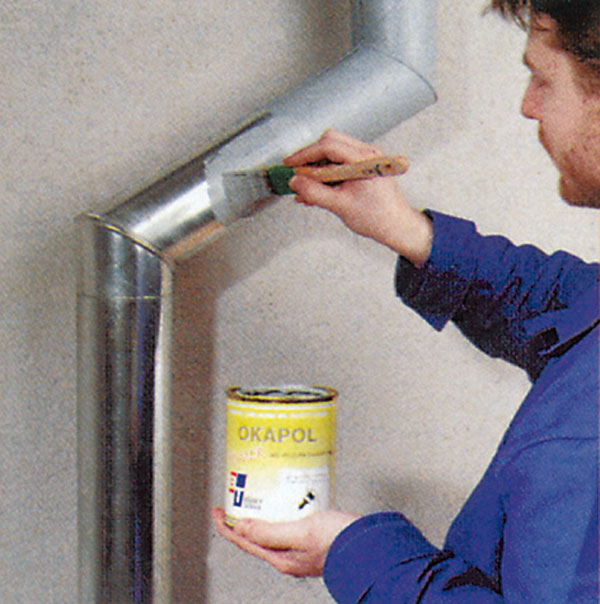 Väčšina náterových hmôt má nevyhovujúcu priľnavosť k čerstvému nezoxidovanému zinku alebo k zoxidovanému zinku. Priľnavosť môže zhoršovať aj zvýšený obsah chrómu v zinku, ktorý súčasne ovplyvňuje aj odolnosť proti vplyvu korózie. Čerstvý pozinkovaný plech natrieme reaktívnou farbou, na ktorú ešte nanesieme náter zo základnej farby a potom vrchný email. Výbornú priľnavosť, dlhodobú životnosť a ochrannú účinnosť na žiarovo pozinkovanej oceli, zoxidovanom alebo nezoxidovanom pozinkovanom plechu, ľahkých kovoch a oceli má základný náter na odkvapy. Pred aplikáciou však musíme dokonale očistiť kovový povrch, napríklad horúcou vodou s prídavkom saponátov. Pri obnove môžeme starý náter ponechať, ak sa neodlupuje. Stačí ho zdrsniť brúsnym papierom a odmastiť. Potom ho natrieme vrchnou farbou. Ak sa starý náter odlupuje, odstránime ho a postupujeme ako pri nenatretom pozinkovanom materiáli. Na vrchný náter sú vhodnejšie hmoty, ktoré sa lepšie prispôsobujú rozťažnosti kovov.
Väčšina náterových hmôt má nevyhovujúcu priľnavosť k čerstvému nezoxidovanému zinku alebo k zoxidovanému zinku. Priľnavosť môže zhoršovať aj zvýšený obsah chrómu v zinku, ktorý súčasne ovplyvňuje aj odolnosť proti vplyvu korózie. Čerstvý pozinkovaný plech natrieme reaktívnou farbou, na ktorú ešte nanesieme náter zo základnej farby a potom vrchný email. Výbornú priľnavosť, dlhodobú životnosť a ochrannú účinnosť na žiarovo pozinkovanej oceli, zoxidovanom alebo nezoxidovanom pozinkovanom plechu, ľahkých kovoch a oceli má základný náter na odkvapy. Pred aplikáciou však musíme dokonale očistiť kovový povrch, napríklad horúcou vodou s prídavkom saponátov. Pri obnove môžeme starý náter ponechať, ak sa neodlupuje. Stačí ho zdrsniť brúsnym papierom a odmastiť. Potom ho natrieme vrchnou farbou. Ak sa starý náter odlupuje, odstránime ho a postupujeme ako pri nenatretom pozinkovanom materiáli. Na vrchný náter sú vhodnejšie hmoty, ktoré sa lepšie prispôsobujú rozťažnosti kovov.
Postup pri nátere oceli
- Odstránime hrdzu a odmastíme podklad.
- Nanesieme jednu až dve vrstvy antikoróznej základnej farby a necháme ich jednotlivo zaschnúť 12 až 24 hodín.
- Náter obrúsime brúsnym papierom č. 180 až 240 a podklad očistíme. Pri nižších požiadavkách na vzhľad, napríklad v prípade drôtených plotov, môžeme tento krok vypustiť.
- Natierame emailom, ak chceme dosiahnuť lesklý alebo matný povrch. Jednotlivé vrstvy emailu zasychajú 4 až 6 hodín. Na zlepšenie umývateľnosti povrchu pretrieme náter s matným emailom lesklým emailom.
Nátery radiátorov
Ak potrebujú naše radiátory nový náter alebo opravu, najvhodnejším obdobím na tieto práce je leto, keď je vykurovací systém vypnutý.
Postup pri natieraní
- Odstránime hrdzu, vrstvy starých náterov a odmastíme podklad.
- Nanesieme jednu až dve vrstvu antikoróznej základnej farby a necháme jednotlivé vrstvy 12 až 24 hodín zaschnúť.
- Zľahka obrúsime náter brúsnym papierom č. 180 až 240.
- Natrieme vrchnou farbou – lesklý povrch (farba typu lesk) alebo matný povrch (typ mat). Jednotlivé vrstvy emailu zasychajú 4 až 6 hodín. Na zníženie špinenia a zlepšenie umývateľnosti je potrebné ešte náter typu mat.
Spôsoby natierania Väčšina plôch radiátorov je zvislá. Náter zvislých plôch sa však robí ťažšie a vyžaduje dobrý odhad hrúbky nanášanej farby. Materiál musí mať vhodnú hustotu. Natierame dvakrát: prvý náter je redší, druhý hustejší. Nanášame krížovým náterom a nakoniec, podobne ako na vodorovných plochách, zvislé plochy sťahujeme – silnejšie pritlačíme štetec, aby posledná natieraná vrstva bola tzv. prerezaná – dokonale previazaná s predchádzajúcou. Radiátory nestriekame – spotreba je príliš vysoká a farba neprenikne do všetkých častí. Natierame ich malým valčekom alebo ešte lepšie zahnutým štetcom, tzv. zárohákom, ktorý sa dostane do všetkých kútikov. Aby sme nezväčšovali hrúbku náteru, musíme staré nátery obrúsiť (drôtenou kefou, šmirgľovým papierom) alebo použijeme odstraňovač starých náterov – ale aj tak musíme plochy prebrúsiť.
Väčšina plôch radiátorov je zvislá. Náter zvislých plôch sa však robí ťažšie a vyžaduje dobrý odhad hrúbky nanášanej farby. Materiál musí mať vhodnú hustotu. Natierame dvakrát: prvý náter je redší, druhý hustejší. Nanášame krížovým náterom a nakoniec, podobne ako na vodorovných plochách, zvislé plochy sťahujeme – silnejšie pritlačíme štetec, aby posledná natieraná vrstva bola tzv. prerezaná – dokonale previazaná s predchádzajúcou. Radiátory nestriekame – spotreba je príliš vysoká a farba neprenikne do všetkých častí. Natierame ich malým valčekom alebo ešte lepšie zahnutým štetcom, tzv. zárohákom, ktorý sa dostane do všetkých kútikov. Aby sme nezväčšovali hrúbku náteru, musíme staré nátery obrúsiť (drôtenou kefou, šmirgľovým papierom) alebo použijeme odstraňovač starých náterov – ale aj tak musíme plochy prebrúsiť.
Najlepší je štetec Základné antikorózne nátery nanášame štetcom. Na prvý náter použijeme redšiu farbu. Nanášame ju jedným smerom a po krátkom zaschnutí v kolmom smere na prvý náter. Tento postup je vhodný preto, lebo pri natieraní štetcom sa farba nanáša rovnomerne, votrie sa do pórov a do všetkých málo prístupných miest.
Bezpečnosť pri práci Pri práci s náterovými hmotami sa kvôli bezpečnosti práce vždy riadime návodom na etikete výrobku. Pri striekaní náterových hmôt na veľké povrchy pracujeme vždy v osobitnom ochrannom odeve s ochranou tváre so štítom z organického skla, respektíve s použitím okuliarov. Pracujeme v dokonale vetraných priestoroch s účinným odsávaním škodlivých výparov.
Text: Vladimír Chudý
Fotografie: archív vydavateľstva, Dušan Brindza












































videonavod ako v praxi namalovat radiator.http://www.youtube.com/watch?v…