
Frézovačka a fréza
Frézovanie je strojové trieskové obrábanie materiálu rotačným nástrojom s viacerými ostriami (britmi), pri ktorom najdôležitejší (rotačný) pohyb koná nástroj a vedľajší pohyb (posúvanie, resp. prisúvanie) robí obrobok. Obrábací stroj sa nazýva aj frézka alebo frézovačka a frézovací nástroj fréza. Vo svojej práci využijeme najmä horné frézky, ktoré sú vhodné na frézovanie drážok, na zaobľovanie a tvarovanie hrán a pod.
Galéria






 Fréza je vo frézke uchytená v klieštine upevnenej na vreteno, ktoré sa môže vysúvať pozdĺž osi, a tak obrába materiál upevnený na pracovnej ploche. Tá sa pohybuje rôznymi smermi (hore, dole, doprava, doľava, dopredu a dozadu). Pri obrábaní sa však súčasne nemôže pohybovať viacerými smermi.
Fréza je vo frézke uchytená v klieštine upevnenej na vreteno, ktoré sa môže vysúvať pozdĺž osi, a tak obrába materiál upevnený na pracovnej ploche. Tá sa pohybuje rôznymi smermi (hore, dole, doprava, doľava, dopredu a dozadu). Pri obrábaní sa však súčasne nemôže pohybovať viacerými smermi.
Frézová hlava sa väčšinou točí okolo zvislej osi. Na kvalitnejších frézach sa môže od osi Z aj odkláňať o +/–45°. Ďalšou možnosťou je lineárno-radiálny pohyb, ktorý sa však používa sa len pri špeciálnych pracovných postupoch. Iným riešením sú frézky, kde sa pohybuje fréza a materiál je zafixovaný. Je to napr. pri veľkých obrobkoch, kde je obrobok upnutý a hlava sa pohybuje po všetkých troch osiach. Pohyb hlavy, resp. obrobku sa pri malých frézovačkách zvyčajne riadi ručne. Pri veľkých sa to v súčasnosti robí už len elektromotormi (krokovými alebo servomotormi). Koordináciu ich pohybu riadi počítač. Takéto frézovačky však patria skôr k CNC obrábacím strojom, ktoré môže riadiť počítač.
Ručné frézky
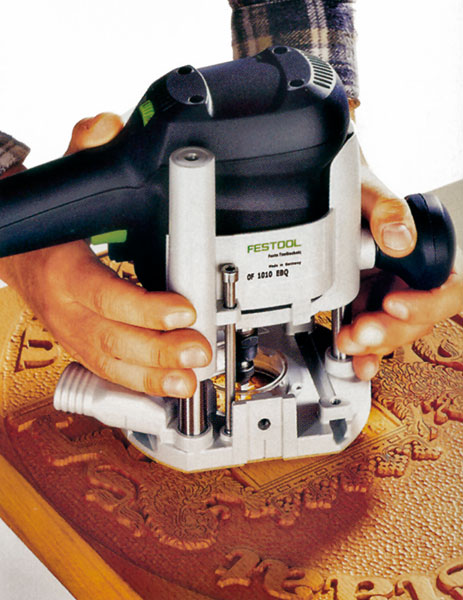
Nájdu uplatnenie v každej dielni, v ktorej sa pracuje s drevom. S vhodnými prídavnými zariadeniami a doplnkami dokážu zastúpiť veľké stacionárne zvislé frézky, pričom zaberú omnoho menej priestoru, možno ich ľahko odložiť a opäť rýchlo pripraviť na ďalšiu prácu. Využijeme ich najmä pri výrobe nábytku, drevených hračiek, modelov a pod. Sú vhodné na frézovanie drážok, zaobľovanie a tvarovanie hrán i ohraňovanie. Umožňujú čisto a pevne spájať dosky a hranoly rybinovými a čapovými spojmi. Možno nimi gravírovať a vyrezávať ornamenty, nápisy, symboly či reliéfy. Slúžia aj na frézovanie kruhových či inak tvarovaných výrezov a na kopírovanie zložitých zakrivených tvarov. Môžeme nimi opracúvať nielen drevené materiály, ale aj laminované a drevotrieskové dosky, akrylátové a sadrokartónové platne, príp. výrobky z farebných a ľahkých kovov a plastov.
–>
Uhlová frézka
 Ak potrebujeme vyfrézovať drážku v rohu (napr. okna či dverí, resp. dverového rámu), použijeme na to osobitný typ ručnej frézky – uhlovú frézku. Najčastejšie sa s ňou stretávame pri zhotovovaní drážok na osadenie silikónového tesnenia okien a dverí. Postup je jednoduchý – najprv vyfrézujeme žliabok, napustíme ho ochranným náterom (príp. farbou) a po vyschnutí vsadíme do drážky hrotovú časť tesnenia, ktoré má prierez šípovitého tvaru. Lamely hrotovej časti tesnenia bránia spätnému pohybu a vytiahnutiu zo žliabku. Ak nemáme dostatok času, namiesto farbenia pred nasadením tesnenia vopred natlačíme do žliabku silikónový tmel.
Ak potrebujeme vyfrézovať drážku v rohu (napr. okna či dverí, resp. dverového rámu), použijeme na to osobitný typ ručnej frézky – uhlovú frézku. Najčastejšie sa s ňou stretávame pri zhotovovaní drážok na osadenie silikónového tesnenia okien a dverí. Postup je jednoduchý – najprv vyfrézujeme žliabok, napustíme ho ochranným náterom (príp. farbou) a po vyschnutí vsadíme do drážky hrotovú časť tesnenia, ktoré má prierez šípovitého tvaru. Lamely hrotovej časti tesnenia bránia spätnému pohybu a vytiahnutiu zo žliabku. Ak nemáme dostatok času, namiesto farbenia pred nasadením tesnenia vopred natlačíme do žliabku silikónový tmel.
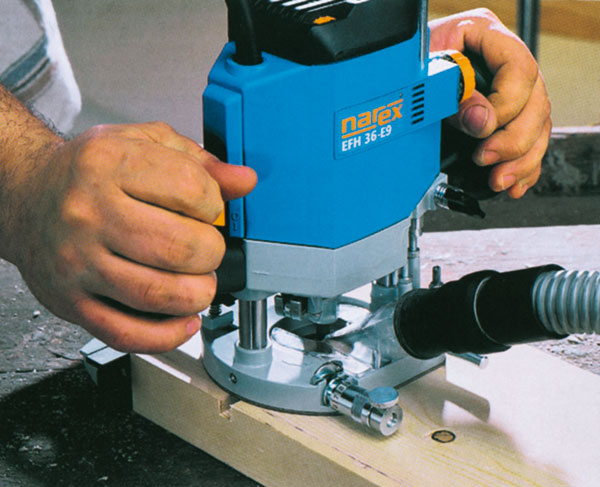
Horné frézky
Pracujú so stopkovými frézami a materiál uberajú zvyčajne zhora. Okrem drevených dosiek môžeme nimi opracúvať aj laminované a drevotrieskové dosky, akrylátové a sadrokartónové platne, dokonca aj obrobky z plastov či farebných a ľahkých kovov. Možno nimi spájať dosky, vyrezávať nápisy, symboly alebo reliéfy. Hornou frézou drážkujeme, ryhujeme a frézujeme okraje bez ohľadu na to, či pracujeme s dorazom, alebo bez neho. Môžeme ich však využiť aj ako vŕtaciu pomôcku, aj ako horizontálny stojan. Slúžia aj na vyfrézovanie kruhových a inak tvarovaných výrezov i na kopírovanie zložitých tvarov (najmä pri výrobe nábytku, drevených hračiek a pod.)
Základom horných frézok je rotujúce vreteno s klieštinovým upínacím puzdrom, do ktorého sa upínajú stopkové frézy. Ich malý priemer si vyžaduje na optimálnu reznú rýchlosť vysoké obrátky, ktoré dosahujú vysokoobrátkové elektromotory. Klieštiny dovoľujú upínať nástroje s priemerom stopky 6, 8, 10 alebo 12 mm. Do klieštin s palcovými rozmermi (obvykle 1/4“, 8/8“ a 1/2“) však stopky z metrického radu neupneme. Vreteno je priamym predĺžením hriadeľa rotora. Aby sme dosiahli optimálnu reznú rýchlosť pri malom priemere stopkových fréz, musíme využiť vysoké obrátky – 12 000 až 24 000 obrátok/min. Pri voľnobehu však tieto rýchlosti vysokoobrátkové elektromotory dosahujú, preto horné frézky nemusia mať prevodovku. Motory frézok mávajú príkon 800 až 2 200 W/ 230 V. Počet obrátok môžeme nastavovať ovládacím kolieskom (zvyčajne je umiestnené na hornej časti krytu motora) a udržiava sa elektronickou reguláciou.

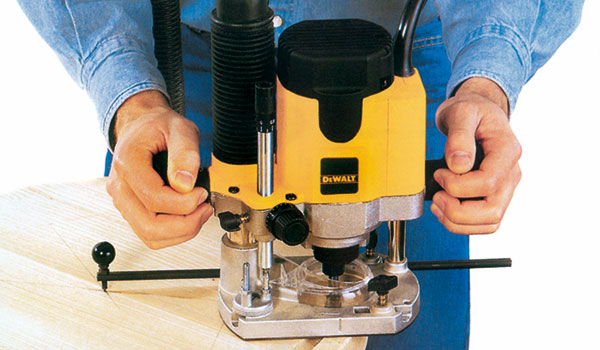
Ako pracujeme s hornou frézkou
 Skontrolujeme chod motora a funkčnosť ovládacích prvkov.
Skontrolujeme chod motora a funkčnosť ovládacích prvkov.- Preveríme si, či je opracúvaný materiál spoľahlivo zafixovaný.
- Do klieštiny upevníme stopku zvoleného nástroja a dotiahneme aretačnú dutú maticu.
- S vypnutým motorom skontrolujeme posun koša vo vodiacich saniach, ako aj plánovanú hĺbku záberu a podľa potreby nastavíme doraz.
- Hĺbka frézovania jedného cyklu by pri opracúvaní dreva nemala presahovať 10 mm. Väčší záber do hĺbky docielime tým, že výkon zopakujeme vo viacerých cykloch.
- Ak budeme robiť pozdĺžny žliabok, resp. profil, skontrolujeme, či je pohyb paralelnej vodiacej lišty po hrane materiálu hladký a bez zadŕhania.
- S hornou frézou pracujeme vždy bez náhlenia, pokojne a uvážlivo.
- Zapneme motor a oboma rukami kolmým pohybom smerom k saniam zatlačíme frézu do záberu. Postupne dotlačíme frézku na doraz a potom ju vedieme potrebným smerom.
- Keď dôjdeme na koniec obrábanej časti, povolíme kolmý tlak a frézka sa vráti do hornej úvrate. Cyklus môžeme zopakovať s hlbším záberom, ktorý si vopred nastavíme na doraze.
- Pri uberaní triesky a pohybe frézy kolmo na vlákna sa drevo vylamuje, fréza vibruje a rezný odpor ju vytláča zo smeru pohybu. Preto frézujeme – pokiaľ je to možné – v smere vlákien dreva.
- Ak budeme opakovať vytváranie dekoratívnych motívov a ornamentov, na udržanie presnosti tvarov radšej vždy použijeme vhodnú šablónu hrubú asi 4 mm.
- Pri ohraňovaní bez použitia vodiacej lišty musíme použiť frézu s vodiacim čapom alebo guľôčkovým ložiskom. Vtedy frézu vedieme oboma rukami v kolmej polohe pozdĺž hrany dosky. Sane mierne pritláčame k podkladu.
 Skontrolujeme chod motora a funkčnosť ovládacích prvkov.
Skontrolujeme chod motora a funkčnosť ovládacích prvkov.
Rovinné frézy
Úlohou týchto strojov je premena krivých a hrubých povrchov dreva na rovné a hladké. Ako drevoobrábací nástroj v nich slúži niekoľko hobľovacích nožov (2 až 4), ktoré sa upínajú v nožovom hriadeli.
Zarovnávacie frézy – sú určené na zarovnávanie rovinných a bočných plôch dosák, fošní, hranolov atď. Na stojane stroja sú osadené dva stoly (predný a zadný), medzi ktorými sa otáča nožový hriadeľ. Oba stoly sa dajú výškovo prestaviť. Stroj obsahuje pravítko, podľa ktorého sa frézujú bočné plochy, zrážajú hrany a pod. Pravítko môžeme naklápať v rozpätí 90 až 45°.
 Hrúbkovacie frézy – používame ich na hrúbkové frézovanie dosák alebo fošní. Hodia sa aj na frézovanie šírok hranolov, líšt a prírezov. Obrobky majú pred hrúbkovým frézovaním obvykle jednu alebo dve plochy zarovnané. V stojane stroja je umiestnený stôl, ktorý môžeme výškovo prestaviť podľa hrúbky materiálu. Nad stolom sú uložené podávacie valce a nožový hriadeľ. Na rozdiel od zarovnávačiek sa tu materiál podáva mechanicky.
Hrúbkovacie frézy – používame ich na hrúbkové frézovanie dosák alebo fošní. Hodia sa aj na frézovanie šírok hranolov, líšt a prírezov. Obrobky majú pred hrúbkovým frézovaním obvykle jednu alebo dve plochy zarovnané. V stojane stroja je umiestnený stôl, ktorý môžeme výškovo prestaviť podľa hrúbky materiálu. Nad stolom sú uložené podávacie valce a nožový hriadeľ. Na rozdiel od zarovnávačiek sa tu materiál podáva mechanicky.
Viacstranové frézy – môžeme na nich obrábať materiál zo všetkých strán jediným prechodom dreva cez stroj. Niektoré stroje umožňujú len rovinné frézovanie, na iných sa dajú frézovať aj profily. Na týchto strojoch môžeme zhotovovať rôzne palubové dosky, lišty a ďalšie frézované výrobky.
Spodné frézovačky – patria, medzi základné stolárske stroje. Nad úroveň stola vyčnieva výškovo nastaviteľný hriadeľ, na ktorý upíname frézy. Rovinný materiál posúvame ručne podľa pravítka, pri zakrivených plochách ho vedieme podľa kopírovacieho ložiska a šablóny. Väčšina frézovačiek má čapovací vozík, ktorý umožňuje výrobu čapov, výdlabov a ďalších spojov. Nástrojom v spodných frézovačkách sú kotúčové frézy, ktoré majú rôzne priemery a tvary podľa požadovaného profilu.
Opracúvanie hrán a tvarové frézovanie
 Pri opracúvaní hrán a tvarovom frézovaní bez použitia paralelného vodidla sa musí frézka vybaviť vodiacim čapom alebo guľôčkovým ložiskom s priemerom 6,35 alebo 12,7 mm. Frézku nasadíme zo strany na obrobok a frézujeme plnými obrátkami dovtedy, kým vodiaci čap alebo ložisko nedosiahnu na hranu, ktorá má byť vodiaca. Frézku vedieme obidvoma rukami s miernym prítlakom podľa hrany, nástroj udržujeme vo zvislej polohe. Ak tvarujeme hranu úzkej lišty alebo hranolu, oplatí sa upevniť s patričnou medzerou vedľa lišty hladký kus dreva rovnakej hrúbky, aby sa obidva okraje saní mohli opierať o materiál.
Pri opracúvaní hrán a tvarovom frézovaní bez použitia paralelného vodidla sa musí frézka vybaviť vodiacim čapom alebo guľôčkovým ložiskom s priemerom 6,35 alebo 12,7 mm. Frézku nasadíme zo strany na obrobok a frézujeme plnými obrátkami dovtedy, kým vodiaci čap alebo ložisko nedosiahnu na hranu, ktorá má byť vodiaca. Frézku vedieme obidvoma rukami s miernym prítlakom podľa hrany, nástroj udržujeme vo zvislej polohe. Ak tvarujeme hranu úzkej lišty alebo hranolu, oplatí sa upevniť s patričnou medzerou vedľa lišty hladký kus dreva rovnakej hrúbky, aby sa obidva okraje saní mohli opierať o materiál.- Pri kopírovaní zložitejšieho, najmä krivkového tvaru možno s výhodou použiť kopírovací krúžok, ktorý po nasadení zhora zapadne do dosky saní a zaistí sa obyčajne pootočením bajonetového uzáveru. Prstenec kopírovacieho krúžku zapadne asi 4 mm pod rovinu saní, ktoré potom vedú frézu podľa šablóny.
- Ak opakovane frézujeme krivkové tvary, ornamenty alebo nápisy, je dobré zhotoviť najskôr šablónu, ktorá by mala mať hrúbku 4 mm. Jej kopírovacia hrana musí byť pre výrezy väčšia, na vonkajšie obrysy menšia.
 Pri opracúvaní hrán a tvarovom frézovaní bez použitia paralelného vodidla sa musí frézka vybaviť vodiacim čapom alebo guľôčkovým ložiskom s priemerom 6,35 alebo 12,7 mm. Frézku nasadíme zo strany na obrobok a frézujeme plnými obrátkami dovtedy, kým vodiaci čap alebo ložisko nedosiahnu na hranu, ktorá má byť vodiaca. Frézku vedieme obidvoma rukami s miernym prítlakom podľa hrany, nástroj udržujeme vo zvislej polohe. Ak tvarujeme hranu úzkej lišty alebo hranolu, oplatí sa upevniť s patričnou medzerou vedľa lišty hladký kus dreva rovnakej hrúbky, aby sa obidva okraje saní mohli opierať o materiál.
Pri opracúvaní hrán a tvarovom frézovaní bez použitia paralelného vodidla sa musí frézka vybaviť vodiacim čapom alebo guľôčkovým ložiskom s priemerom 6,35 alebo 12,7 mm. Frézku nasadíme zo strany na obrobok a frézujeme plnými obrátkami dovtedy, kým vodiaci čap alebo ložisko nedosiahnu na hranu, ktorá má byť vodiaca. Frézku vedieme obidvoma rukami s miernym prítlakom podľa hrany, nástroj udržujeme vo zvislej polohe. Ak tvarujeme hranu úzkej lišty alebo hranolu, oplatí sa upevniť s patričnou medzerou vedľa lišty hladký kus dreva rovnakej hrúbky, aby sa obidva okraje saní mohli opierať o materiál.
Text: Vladimír Chudý (s využitím publikácie Konštrukcie a použitie elektrického ručného náradia, vydavateľstvo Columbus)
Foto: archív vydavateľstva JAGA, DeWalt, Festool, Makita, Narex, Proma, Ryobi
Zdroj: Časopis Urob si sám














































ZAS A ZNOVU: AKÉ UROB SI SÁM ?!?KDE JE NÁVOD, POSTUP A VÝKRESY, AKO SI SÁM UROBIŤ FRÉZOVAČKU A FRÉZU ?!?!?